
24小時(shí)咨詢(xún)熱線(xiàn):
18961099766
- 熱門(mén)搜索: 迪威國際—迪威國際開(kāi)戶(hù)—迪威國際客服
 您當前的位置:首頁(yè) > 蔬菜類(lèi) > 清洗類(lèi) > CCP-L500SL型全自動(dòng)熱收縮包裝機
您當前的位置:首頁(yè) > 蔬菜類(lèi) > 清洗類(lèi) > CCP-L500SL型全自動(dòng)熱收縮包裝機 
中央廚房設備
- 蔬菜類(lèi)
- 肉類(lèi)
- 烹煮類(lèi)
- 米飯類(lèi)
- 包裝類(lèi)
- 烘培類(lèi)
- 清理類(lèi)
- 壽司類(lèi)
>> 清洗類(lèi)
>> 葉菜類(lèi)
>> 球根類(lèi)
>> 肉品加工設備
>> 烹煮加工設備
>> 米飯加工設備
>> 包裝加工設備
>> 烘焙加工設備
>> 清理加工設備
>> 壽司加工設備
聯(lián)系我們
聯(lián)系人:劉先生
電話(huà):0523-85111186
手機:18961099766
網(wǎng)址:www.www.huayunjixie.net
地址:江蘇省靖江市建安路18號

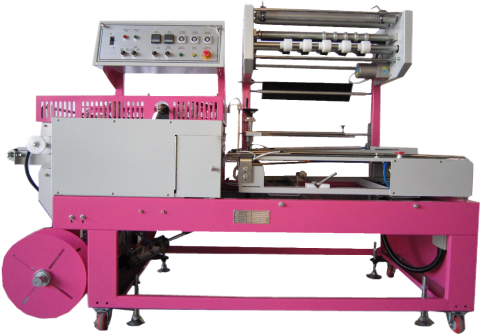
CCP-L500SL型全自動(dòng)熱收縮包裝機
概述:1.采用高壓風(fēng)式處理熱能,穩定性高,收縮效果好。 2.該機輸送滾軸采用密集式鍍鋅滾軸,外加耐高溫膠套,經(jīng)久耐用。 3.變頻及多層隔熱裝置,保證恒溫可調,節能,環(huán)保。
咨詢(xún)熱線(xiàn):
18961099766詳細信息
安全注意事項
(1) 操作人員操作機臺前,需詳加研讀有關(guān)本機臺的各項使用操作說(shuō)明書(shū),方可操作本機臺。
(2) 為防止意外,工作場(chǎng)所需通風(fēng)良好,并避免包裝物破損而導致液體、氣體外泄等情況發(fā)生。
(3) 維修人員應于維修、保養機臺前,先行研讀有關(guān)本機臺的各項維修手冊,方可進(jìn)行維修及保養工作。
(4) 維修及保養時(shí),務(wù)必先切斷電源后再進(jìn)行維修與保養工作。
(5) 機臺運轉后,若發(fā)生任何意外,使人員陷入其中時(shí),應首先關(guān)閉電源并將人員救出。
(6) 本機臺非設計包裝爆裂物品,小型包裝物、液體、粉狀物等物料,需經(jīng)箱型、罐裝、包裝袋等包裝成型后,方可包裝,大型對象則不受限。
(7) 本機臺不適用于PVC材質(zhì)之膠膜,其PVC材質(zhì)容易損壞本機臺之切刀壽命,若一定要使用PVC材質(zhì)時(shí),請特別注明,其切刀必須為特別材質(zhì)才能使用,如果將PVC使用于POF切刀,其保固自動(dòng)失效。
(8) 機臺未經(jīng)授權而自行改裝者,若發(fā)生危險,恕不負責。
(9) 如有任何問(wèn)題,請洽代理商。
(10) 所有使用空壓管路及氣缸不能有油及水之污染物品,若有上述物體,其保證失效。
機械規格
機型Machine Type
L(mm)
W(mm)
H(mm)
H1(mm)
RL-501
2050
1000
1580
750
機械搬運
(1) 本機器配合運往國外運輸工具,采用木箱或紙箱包裝,本國境內采車(chē)輛直接運送
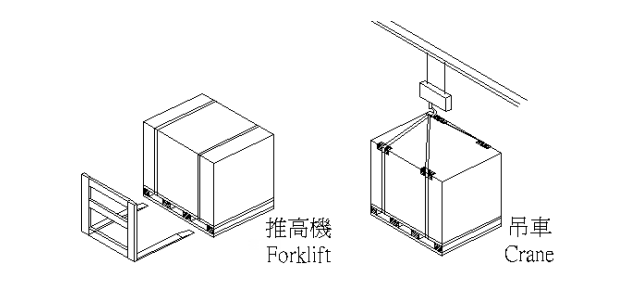
(2) 裝箱搬運時(shí),請用堆高機或吊車(chē)由底部平穩搬運,如下圖所示,避免損壞機臺之零件
(3) 拆箱時(shí),將此機器由運輸之包裝箱拆除,并檢查任何運輸所造成之損壞,若有損壞,請立即與運輸人員聯(lián)系,勿再對機器做任何動(dòng)作,直到運送代理商完成損壞的檢驗。若沒(méi)有任何損壞,即可將機器移至永久的安裝位置,并進(jìn)行安裝與固定工作。
(4) 拆箱后,本機器設有活動(dòng)輪,可由人工推動(dòng)搬運。
(5) 為了安全起見(jiàn),其搬運機臺底部應高過(guò)于人員高度,以免撞到人員頭部。
安裝與試車(chē)及操作
安裝
(A) 安裝地點(diǎn)之選擇
1. 本機安裝首先應考慮作業(yè)運輸空間,以利作業(yè)要求。
2. 本機安裝應置放明亮、干爽處,勿放陰暗、潮濕、滴漏之場(chǎng)所。
3. 本機應遠離塵埃、易燃、易爆及腐蝕性氣體之場(chǎng)所。
4. 本機放置時(shí),請勿正對通風(fēng)系統,以免膠膜輸送不穩定。
(B) 使用場(chǎng)所額定值
1.供應電源:220V±10%三向
2.空壓:5kg/cm2以上
3.電壓消耗:15A
4.濕度:30-80%RH
(C)安裝方式
1. 將機械位置于原先設計之位置,將機臺定位。
2. 利用開(kāi)口板手或活動(dòng)板手放松固定螺冒。
3. 調整固定螺絲,由輸送面至地面所需之高度,將固定螺絲鎖緊。
4. 于接電前,避免發(fā)生危險(如4-1圖),將總電源開(kāi)關(guān)切換至O/OFF之位置, 并確定電壓無(wú)誤后,方可接上電源線(xiàn)。 當切換至O/OFF時(shí),電源未輸入于機臺內,此時(shí)停機狀態(tài),當電源若為人 為因素按錯電壓時(shí),不至于損壞零件。當切換至1/on時(shí),電源輸入于機臺內,此時(shí)開(kāi)機運轉狀態(tài)。
5.接上風(fēng)壓管路,并將氣壓組合之壓力調制不低于5kg/cm2,此時(shí)封切刀會(huì )上升為正常狀態(tài),注意其壓力低于5kg/cm2以下,會(huì )無(wú)法正常封切


控制面板功能解說(shuō)
|
項目 |
功能解說(shuō) |
|
電源提示燈 |
總電源開(kāi)關(guān) |
|
自動(dòng)提示燈 |
自動(dòng)功能指示燈 |
|
手動(dòng)封口 |
按鍵式,當按下后放開(kāi)按鈕后,其封切刀封口氣缸產(chǎn)生一次封口動(dòng)作 |
|
送膠膜 |
按鍵式,當按下后,其包裝膠膜之殘料馬達開(kāi)始運轉,直到放開(kāi)此按鈕后停止運轉 |
|
預送膠膜 |
設定包裝物前段膠膜預送之時(shí)間,來(lái)控制膠膜預送之長(cháng)度 |
|
封口時(shí)間 |
設定包裝物封口時(shí)間,控制膠膜封切接合度 |
|
延長(cháng)封口 |
設定包裝物前段膠膜預送之時(shí)間,來(lái)控制封切接合度 |
|
側封口溫度設定 |
設定側封刀電熱管加熱溫度,來(lái)控制封切接合度 |
|
前封口溫度設定 |
設定側封刀電熱管加熱溫度,來(lái)控制封切接合度 |
|
手動(dòng) |
切換至手動(dòng)功能,其機械處于手動(dòng)模式,必須指定單一功能及動(dòng)作 |
|
自動(dòng) |
切換至自動(dòng)功能,其機械處于自動(dòng)模式,已開(kāi)啟之功能開(kāi)關(guān)皆會(huì )運作 |
|
光電 |
程序選擇開(kāi)關(guān),當包裝物為一般方型物體,采用此模式即可。 |
|
伸縮功能 |
程序選擇開(kāi)關(guān),包裝小物品可使用。 |
|
視點(diǎn)補償 |
程序選擇開(kāi)關(guān),當包裝物為外觀(guān)不規則或透明物體,采用此模式。 |
|
水平光電 |
光電選擇開(kāi)關(guān),當包裝物為一般方型物體,采用此即可。 |
|
垂直光電 |
光電選擇開(kāi)關(guān),當包裝物為外觀(guān)不規則或厚度較薄之物體,采用此模式。 |
|
加熱器 |
切換ON或OFF時(shí),封切刀之加熱器開(kāi)始運作,其電熱管開(kāi)始加溫,至前、側封刀設定之溫度。 |
試車(chē)
膠膜種類(lèi) Film Type
所需溫度 Temperature Require
膠膜種類(lèi) Film Type
所需溫度 Temperature Require
PE膠膜PE Film
240°C~260°C
POF膠膜POF Film
200°C~220°C
1.開(kāi)啟電源I/ON位置,切換至自動(dòng)模式(AUTO),查看皮帶是否正常,其輸送面是否于滾輪中間,完成調整后,將機臺切換于手動(dòng)模式。
2.準備要包裝之包裝物及欲包裝之方位,以便于準備包裝收縮膠膜大小,如圖4-2-1所示方向為本機器入料方向,本手冊提到的包裝物寬度以W表示,包裝物之高度以H表示,包裝物之長(cháng)度以L(fǎng)表示。
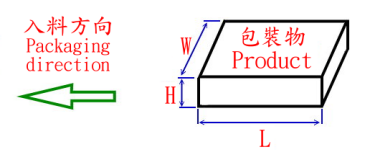
圖4-2-1 包裝物之方向
3.準備包裝收縮膠膜,計算方式為以下公式:
包裝收縮膠膜寬度=包裝物寬W+包裝物高H+5”~7”視包裝物高低而定。
4.包裝物高度調整,旋轉手動(dòng)手輪便可調整三角板之高度A約(包裝物H+5~10mm)位置。(圖4-2-2)調整輸送帶使用寬度,便可移動(dòng)輸送帶調整寬度B約(包狀物寬W+包裝物高1/3H)的位置。
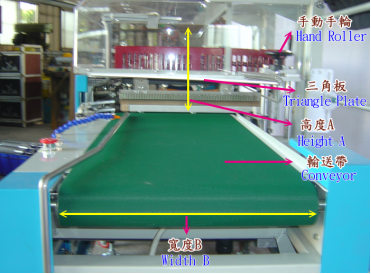
圖4-2-2
5.如下圖4-2-3,將收縮膠膜放置于膠膜固定輪上
A。將右側膠膜定位桿A固定螺帽放松后,調制所需的位置(尺寸a=工作物高1/2H+30mm)并將螺帽鎖緊即可。
B.將左側膠膜定位桿B固定螺帽放松后,調整至所需之位置(尺寸b=包裝收縮膠膜寬度+5mm),并將螺帽鎖緊即可。
C.注意其折半式收縮膜其開(kāi)口側,必須朝B桿那一側。
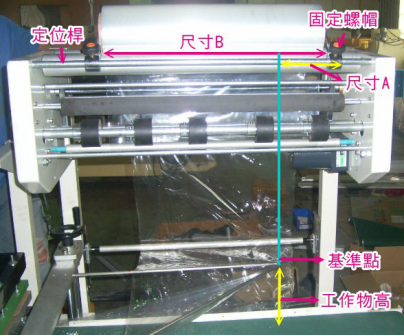
圖 4-2-3
6.開(kāi)啟加熱器至I/ON位置,調整前、側封口至所需溫度。
7.收縮膜導膜方式:
A、將收縮膜(如圖4-2-4)導膜方式。
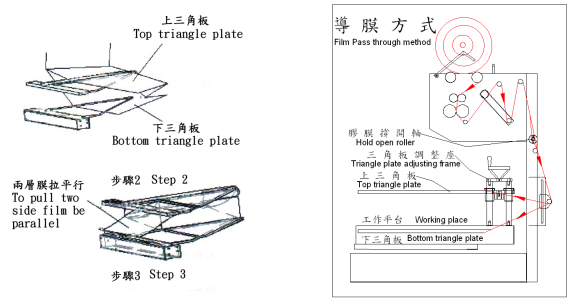
圖 4-2-4
B.將手動(dòng)把手往上推,其膠膜穿過(guò)固定輪與離開(kāi)輪之間,完成穿膜動(dòng)作,切記將手動(dòng)把手往回推,使其固定輪與離開(kāi)輪回復原狀態(tài),壓緊接觸之膠輪,并將膠膜夾緊。
C、穿過(guò)各滾輪,撐膜導片必須至于收縮膜中間,并穿引致三角板
D、將收縮膜穿過(guò)上、下三角板,由外側向內側穿。
E、打開(kāi)護罩門(mén)導膜方式,將收縮膠膜雙面夾入夾膜座,并將收縮膠膜夾入時(shí)規皮帶之間,夾緊后完成導膜。(圖 4-2-5)
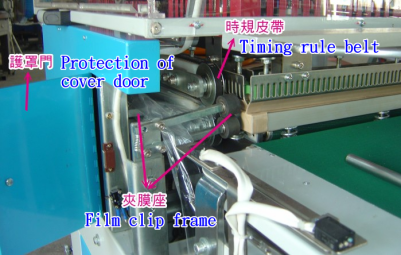
圖 4-2-5
8.此時(shí)除操作者外,其余人員不得接近機臺,以免發(fā)生危險。
9.查看溫度是否達設定溫度后,按下手動(dòng)送膠膜開(kāi)關(guān)一次,此時(shí)夾入時(shí)規皮帶之收縮膠膜會(huì )產(chǎn)生移動(dòng)之動(dòng)作,此為正常狀況,若無(wú)此動(dòng)作,請查看導膜之項目是否確實(shí)完成。
10.若上述動(dòng)作正常后,單擊手動(dòng)封口開(kāi)關(guān)一次,此時(shí)封切刀會(huì )產(chǎn)生上下封閉之動(dòng)作,并將收縮膠膜封切完成,此為正常狀況。
11.連續數次9、10之動(dòng)作,直到收縮膜廢膜部份可由向內纏入收集輪內約2~3圈,固定即可,如圖4-2-6 膜收集輪。
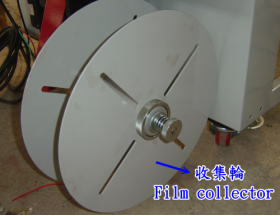
圖 4-2-6
12.切換至自動(dòng)模式開(kāi)關(guān),將包裝物放置于輸送帶上,避免手直接接觸輸送面,以免發(fā)生危險。(選擇AUT)
13.將包裝物封切完成品,調至封切佳狀況。如圖4-2-7
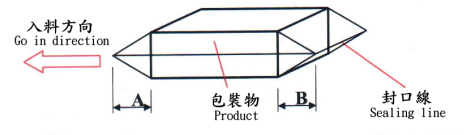
圖 4-2-7
14.調整預送膠膜方式,如圖4-2-8 尺寸A(預送膠膜長(cháng)度)佳位置為封切后1/3H,收縮效果好。調整方式為:
A、當L1為預留之預送膠輪長(cháng)度,如圖 4-2-8,太長(cháng)時(shí),可將電眼與封切刀位置調近,使其符合1/3H之需要。
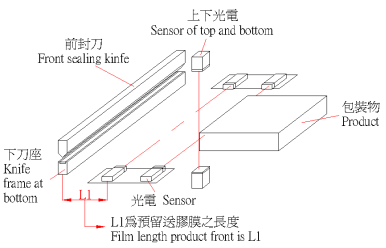
圖 4-2-8 預留膠膜之長(cháng)度
A、當L1為預留之預送膠輪長(cháng)度,如圖 4-2-8,太長(cháng)時(shí),可將電眼與封切刀位置調近,使其符合1/3H之需要。
B、當L1長(cháng)度仍不夠時(shí),可用預送膠膜時(shí)間的調整來(lái)控制膠膜長(cháng)度,當秒數愈多,預送膠膜長(cháng)度愈長(cháng)。
15.調整延長(cháng)封口方式,如圖 4-2-6 尺寸B(延長(cháng)封口長(cháng)度)佳位置為封切后1/2H,收縮效果好,調整延長(cháng)封口時(shí)間開(kāi)關(guān),將時(shí)間上下調整秒數越多,延長(cháng)封口長(cháng)度越長(cháng)。
16.調整封口時(shí)間方式,依使用收縮膠膜特性部份不同,封口時(shí)間亦不同,一般約設定0.3~0.6秒,判斷方式看封口情況,其封口線(xiàn)是否切斷均勻無(wú)破洞,若發(fā)生膠狀非均勻切斷時(shí),可能溫度過(guò)熱,調整封口時(shí)間或封口溫度即可
17.當包裝物長(cháng)度低于「4」時(shí),由前輸送帶輸送至后輸送帶時(shí)容易掉落,請打開(kāi)此開(kāi)關(guān)至「ON」,便可消除此問(wèn)題,但是其包裝封口速度會(huì )減低,請依實(shí)際需要加以決定是否使用此功能。如下圖 4-2-9,,此機型適用于包裝小包裝物。
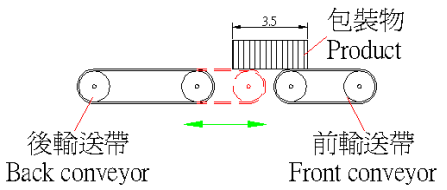
圖 4-2-9
4-3 機械功能
1.本機設計注重于安全保護及警報裝置。
2.封切系統能持續做封口動(dòng)作。
3.接口操作簡(jiǎn)單并能配合包裝物之大小高低而改變,能有效包裝各式樣物品
4.機臺采用PLC及光電控制。
5.光電設計有水平及上下兩種,在一般正常包裝物使用水平光電,若較薄的物品則使用上下光電,控制方式有所不同,水平則有等料的功能,上下則無(wú)此功能。
6.依包裝物特性,選擇程序開(kāi)關(guān),程序分為標準方式及視點(diǎn)補償方式,如圖4-3-1 。
A、當包裝物為實(shí)體且為方型及規則形狀時(shí),請采用標準方式進(jìn)行作業(yè)。
B、當包裝物為透明或不規則形狀時(shí),請采用視點(diǎn)補償方式進(jìn)行作業(yè)。
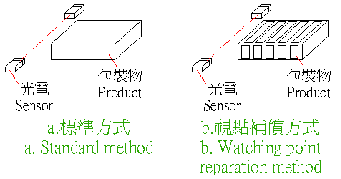
圖 4-3-1 選擇式開(kāi)關(guān)
1.本機設計注重于安全保護及警報裝置。
2.封切系統能持續做封口動(dòng)作。
3.接口操作簡(jiǎn)單并能配合包裝物之大小高低而改變,能有效包裝各式樣物品
4.機臺采用PLC及光電控制。
5.光電設計有水平及上下兩種,在一般正常包裝物使用水平光電,若較薄的物品則使用上下光電,控制方式有所不同,水平則有等料的功能,上下則無(wú)此功能。
6.依包裝物特性,選擇程序開(kāi)關(guān),程序分為標準方式及視點(diǎn)補償方式,如圖4-3-1 。
A、當包裝物為實(shí)體且為方型及規則形狀時(shí),請采用標準方式進(jìn)行作業(yè)。
B、當包裝物為透明或不規則形狀時(shí),請采用視點(diǎn)補償方式進(jìn)行作業(yè)。
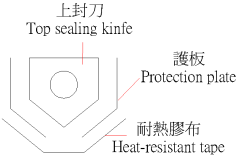
7. 本機臺切刀視用于POF及PE材質(zhì)之膠膜,但欲使用PE材質(zhì)之膠膜,其護板下方必須貼上耐熱膠布,隔離上封刀直接接觸PE材質(zhì)之膠膜。如下圖 4-3-2
(A) 開(kāi)機Turn on
1. 當完成試車(chē)動(dòng)作,本機臺可正式生產(chǎn)運作,除非包裝物更動(dòng)需重新試車(chē)外,否則只更換收縮膠膜即可。2.廠(chǎng)內輸入機臺之電源已開(kāi)啟時(shí),開(kāi)啟總電源至I或ON。
3.選擇手動(dòng)。
4. 開(kāi)啟加熱器,達到設定封切溫度。
5. 切換到自動(dòng)開(kāi)關(guān)。
6. 包裝物放置輸送帶上,即可完成封口動(dòng)作
7. 在輸送帶上,包裝物與包裝物之間的間距,當使用上下光電時(shí)約100mm之間距;當使用水平光電時(shí)約150mm以上之間距。
8.本機械附有兩個(gè)緊急停止裝置,若發(fā)現有不正常或異常狀況時(shí),可按下此功能鍵,位于控制相面板或前輸送帶上,其機械完成停機狀態(tài)后,待正常或異常狀況處理后,旋開(kāi)此功能鍵,即可繼續使用。(如圖 4-4-1)

(B) 關(guān)機
在輸送帶上,包裝物與包裝物之間的間距,當使用上下光電時(shí)約100mm之間距;當使用水平光電時(shí)約150mm以上之間距。
關(guān)閉總電源至O或OFF,必要時(shí)關(guān)閉廠(chǎng)內輸送機臺之電源。
必要時(shí)風(fēng)壓源頭開(kāi)關(guān)關(guān)閉,當風(fēng)壓源頭關(guān)閉時(shí),注意封切刀部分因靠空壓鋼支撐,若失去風(fēng)壓時(shí)則會(huì )下降,所以此時(shí)避免人員接近機臺附近以免發(fā)生危險,但開(kāi)機時(shí)需先開(kāi)啟風(fēng)壓源頭開(kāi)關(guān)。
機械調整 Machinery adjustment
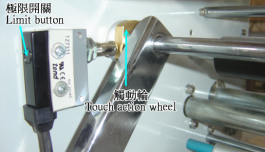
(1) 收縮膜送膜部份:調整收縮膜輸送極限開(kāi)關(guān)和觸動(dòng)輪間之調整,主要控制送膜馬達運轉,當觸動(dòng)輪將級憲開(kāi)關(guān)壓入通電時(shí),送膜馬達開(kāi)始運轉,當觸動(dòng)輪離開(kāi)極限開(kāi)關(guān)斷電時(shí),送膜馬達停止運轉,所以觸動(dòng)輪必須在平面端與極限開(kāi)關(guān)輕微接觸即可(如圖5-1)
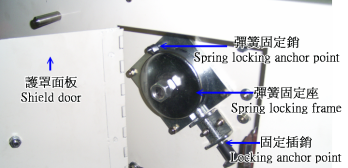
a. 打開(kāi)置膜架護罩門(mén)板后。
b. 將固定插銷(xiāo)拉下。
c. 用手旋動(dòng)調整彈簧固定座之松緊度。
d. 并將固定插銷(xiāo)推上,依續調整并測試至所需松緊度即可。
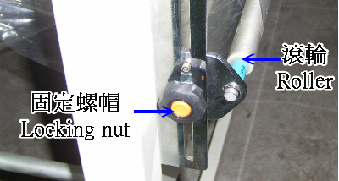
(3) 收縮膜送膜部份:調整收縮膜輸送平行穩定度之調整。(圖 5-3)
放松固定螺帽后,調整滾輪上下。
b. 配合三角板高度一般目視位于1/2H之間即可。
c. 但收縮膜特性差異,其輸送中可能不規則跳動(dòng),所以可能需調整傾斜度,依實(shí)際狀況加以調整至穩定輸送即可。
(4) 前輸送帶部份:調整輸送帶輸送平行穩定度之調整。(圖 5-4)
a.將固定式護罩之固定螺絲拆下取下固定式護罩后,調整完后將護罩之固定螺絲鎖上。
b.當皮帶太松時(shí),將螺桿1及對面螺桿2下端螺帽順時(shí)針旋轉后放松后,在將上端螺帽順時(shí)針旋轉調緊,或將螺桿3及對面螺桿4上端螺帽逆時(shí)針旋轉放松后,在將下端螺帽逆時(shí)針旋轉調緊,調至所需知松緊度即可。
c.為先判定傾斜面,當皮帶偏向螺桿5之位置時(shí),請將螺桿5外側螺帽逆時(shí)針旋轉放松后,在將內側螺帽逆時(shí)針旋轉調緊,當皮帶偏向螺桿6之位置時(shí),請將螺桿6外側螺帽逆時(shí)針旋轉放松后,在將內側螺帽逆時(shí)針旋轉調緊,調至所需平行度即可。

(5) 后輸送帶部份:調整輸送帶輸送平行穩定度之調整。
a.其皮帶松緊度及平行度,皆利用螺絲A及對面螺絲B來(lái)調整,但需先放松固定螺帽,調整后鎖緊螺帽。
b.當皮帶太松時(shí),將螺絲A及對面螺絲B鎖入,使其輸送滾輪前進(jìn),即可將皮帶調緊。
c.當皮帶輸送有傾斜或外露于輸送滾輪時(shí),先判定傾斜面,當皮帶偏向螺絲A,始將螺絲A鎖入,使其輸送滾輪前進(jìn),即可將皮帶調正,但因其松緊度之原因,若調整后皮帶太緊,可采用逆向調整法,當皮帶偏向螺絲A始將螺絲B放松,使其輸送滾輪后退,即可將皮帶調正。(圖 5-5)

(6) 收縮膜封口部分:調整上下封口座密合度,注意調整此功能時(shí),需關(guān)掉電源及空壓源且代電熱管餘溫消除後,才可以進(jìn)行調整。
a . 將護板取下。(共4片)
b . 利用光線(xiàn)投射法可發(fā)現密合時(shí)光線(xiàn)無(wú)法透視,所以沒(méi)有密何處可發(fā)現光線(xiàn),此時(shí)調整有光線(xiàn)之上方螺絲,先放松固定螺帽,調降螺絲調至密合后,鎖緊固定螺帽即可,此方法只限規則傾斜,若封刀有受損缺口不在此限。
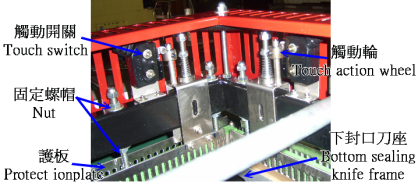
圖 5-6
7) 封口保護裝置部份:本機于封口區加裝保護裝置,當封口閉合時(shí),包裝物或其他異常之狀況位于封口區內,此功能便為會(huì )提出警告訊息且將機械緊急停止
a.保護裝置之調整,先測試保護裝置功能是否存在,取包裝物或一般書(shū)本放于封口下方,并按下手動(dòng)封口鈕,封刀遇包裝物即上升,有警告訊息且將機械緊急停止,請勿改變或調整。
b.若無(wú)此狀況時(shí),將觸動(dòng)輪螺絲放松,并調整其高度使其觸動(dòng)輪與距離縮短。其觸動(dòng)時(shí)間變快,但距離不宜太短,否則封口時(shí)封刀未下達時(shí)將產(chǎn)生警告訊息且將機械緊急停止。
(8) 殘料時(shí)規皮帶輪皮帶部份:調整時(shí)規皮帶松緊度及密合度,注意調整此功能時(shí),需關(guān)掉電源且待電熱管余溫消除后,才可進(jìn)行。
a . 將固定式護罩之固定螺絲拆下,取下固定式護罩。
b . 庭整密合度將螺絲A放松后,其電木調至上下時(shí)規皮帶接觸即可,并將螺
絲A鎖緊,將護蓋及固定螺絲鎖上。
c . 調整時(shí)規皮帶的松緊度是受控于壓縮彈簧所設定的壓力程度而定的
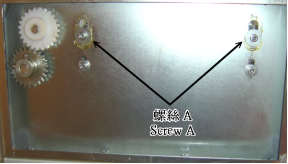
圖 5-7a.保護裝置之調整,先測試保護裝置功能是否存在,取包裝物或一般書(shū)本放于封口下方,并按下手動(dòng)封口鈕,封刀遇包裝物即上升,有警告訊息且將機械緊急停止,請勿改變或調整。
b.若無(wú)此狀況時(shí),將觸動(dòng)輪螺絲放松,并調整其高度使其觸動(dòng)輪與距離縮短。其觸動(dòng)時(shí)間變快,但距離不宜太短,否則封口時(shí)封刀未下達時(shí)將產(chǎn)生警告訊息且將機械緊急停止。
(8) 殘料時(shí)規皮帶輪皮帶部份:調整時(shí)規皮帶松緊度及密合度,注意調整此功能時(shí),需關(guān)掉電源且待電熱管余溫消除后,才可進(jìn)行。
a . 將固定式護罩之固定螺絲拆下,取下固定式護罩。
b . 庭整密合度將螺絲A放松后,其電木調至上下時(shí)規皮帶接觸即可,并將螺
絲A鎖緊,將護蓋及固定螺絲鎖上。
c . 調整時(shí)規皮帶的松緊度是受控于壓縮彈簧所設定的壓力程度而定的
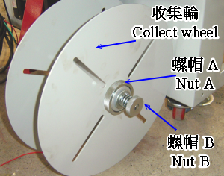
(9) 殘料收集部份:將廢膜清除。(圖 5-8)
a.將螺帽A放松拆下,并將固定盤(pán)取下,即可清除廢膜,之后將固定盤(pán)放入,并將螺帽A鎖緊
b.但是當收集動(dòng)作有倒滑時(shí),可將螺帽B調緊一些,便可將收集輪鎖緊。
(10)封切刀校正時(shí)機與方法:
A、當封切刀產(chǎn)生嚴重封口不良時(shí),或切刀封切不易將收縮膜完全切斷時(shí),此情況則需對封切刀實(shí)施校正。
B、實(shí)施封切刀重新校正前,首先步驟為:
1. 加熱器繼續加溫。
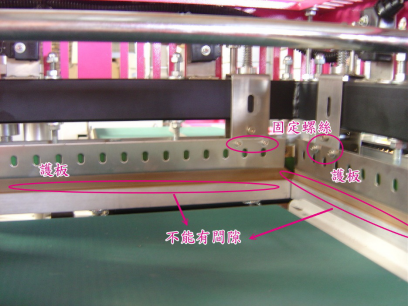
2. 拆除前、側刀兩端所有之不銹鋼護板(如圖10-1與圖10-2)
3. 將風(fēng)源完全卸除,使其上刀架下降。(如圖10-3與圖10-4)
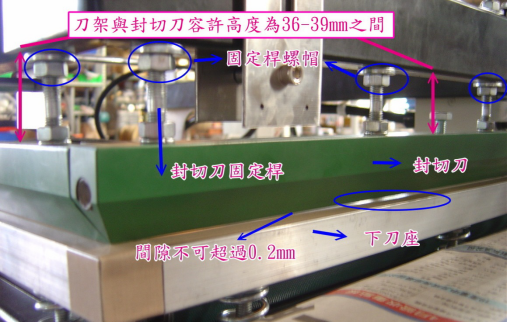
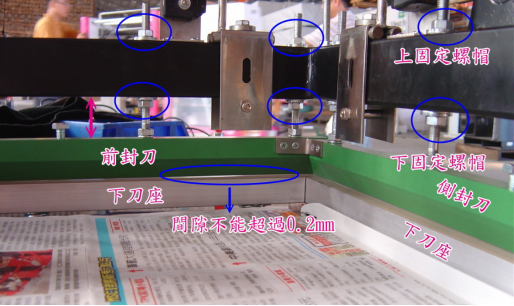
4. 觀(guān)察前、側刀是否與下刀座完全密合(如圖10-5與10-6),如前、側刀與下刀座在部分位置未完全密合,則可在就近切刀固定桿之上刀架固定螺絲做上、下調整。
5. 封切刀與下刀座間可容許間隙為0.2mm以下(如圖10-5與10-6)
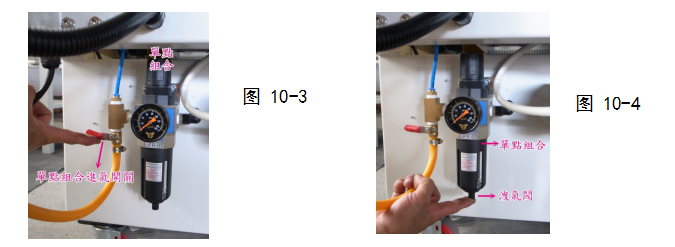
7. 完成封切刀校正后,可將單點(diǎn)組合進(jìn)氣開(kāi)關(guān)打開(kāi),讓其上刀架張開(kāi)。
8. 完成上述動(dòng)作后,可將前、側護板復歸,但固定螺絲還不能上緊。
9. 更改封口時(shí)間,定時(shí)器之時(shí)間單位調整至min(旋鈕在該定時(shí)器右下方,并順時(shí)針旋轉即可)。
10. 完成上述動(dòng)作后,做一次手動(dòng)封口動(dòng)作,此時(shí)封切刀會(huì )下壓停滯在下刀座上,同時(shí)一手將護板下壓,并將固定螺絲上緊。
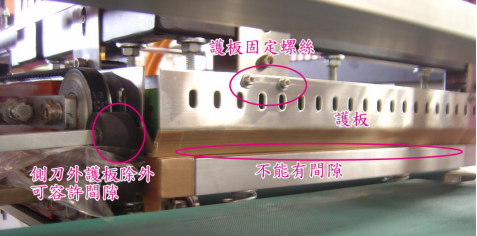
11.上緊護板固定螺絲,須注意護板與下刀座間不能有間隙,否則易產(chǎn)生封口線(xiàn)不良情況(如圖10-1與圖10-2)
機械調整
保養工作是維持機械壽命有效之方法,所以將一般關(guān)于本機臺維修項目加以解說(shuō), 希望能確實(shí)定期保養,一般保養期限采每周實(shí)施,保養除操作維修人員外,其余人員禁止對本機進(jìn)行保養,保養時(shí)將電源關(guān)閉,以免發(fā)生危險。
(1)氣壓用三點(diǎn)組合保養
當濾水槽內,其水含量約之2/3時(shí),請將其槽內的水排除,排除方法:將排水開(kāi)關(guān)按下后,即可將槽內水排除,如果未將水排出使水進(jìn)入氣缸,其保護失效。
(2)機臺輸送面必須每天工作時(shí),利用風(fēng)壓吹拭保持清潔。
封切刀口處發(fā)現收縮膠膜殘留物時(shí),請用軟木板輕輕將表面殘留物去除,禁止使用金屬擦拭因會(huì )將刀上保護膜去除,降低封刀功能。
(3)注意!!請不要嘗試刮除封切刀的表面,會(huì )影響到封切刀封口的效果。
(4)殘料收集輪心軸保養
a. 每一個(gè)月保養一次
b . 將收集輪固定螺帽拆下,取出彈簧及收集輪。
c . 于心軸及收集輪貼面涂上黃油,以保持收集輪運轉順暢。
d . 將收集輪及彈簧裝回,并將螺帽固定。
(5)鏈條及鏈輪保養:約每3個(gè)月保養一次,先拆下護罩的螺絲后,采用黃油涂磨鏈條及鏈輪接觸間隙內,保養后裝上護罩及螺絲。
(6)培林和培林座保養,約每3個(gè)月保養一次,機臺上張有培林或培林座之部分,需以液壓油滴于培林與心軸接觸間隙內保持潤滑作用。
(7)每個(gè)月查看切刀固定螺絲是否鎖緊,若松動(dòng)之情況將其鎖緊。
(8)皮帶經(jīng)過(guò)一段時(shí)間運轉后,皮帶會(huì )松弛,無(wú)法進(jìn)密傳動(dòng),則需調整皮帶松緊度,視實(shí)際情況而調。
(9)若切口刀上之鐵氟龍已脫落且交磨易黏貼于切刀上,需將切刀重新以鐵氟龍處理或換新封口刀。
(10)檢視封口硅膠條上之鐵氟龍膠帶,若有破損,需予以更換。
(11)耐熱橡膠或耐熱膠布之更換:(圖 6-1)
a.將電源關(guān)閉待電熱管于溫消除,在撕起耐熱膠布。
b.取出耐熱橡膠,更換新購耐熱橡膠,配合刀座凹面內裝之后,需使其面完全平整,長(cháng)度太長(cháng)時(shí),請修剪去除多余部分。
c.將耐熱膠布貼上,注意在貼上之動(dòng)作,必須貼平不可有皺褶現象。
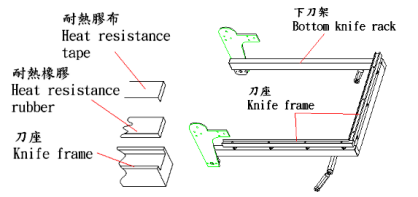
圖 6-1
機械電控零件圖


技術(shù)參數:
機械尺寸:1650*840*1520(mm)
切刀尺寸:610*510*(≦100)mm
電 壓:AC220V 50/60HZ
功 率:2kw
重 量:凈300kg/毛350kg
包裝速度:25-30件/分鐘
主要用途:
適用于各類(lèi)產(chǎn)品的收縮和包裝,收縮包裝材料適用于PE、POF等。整機采用靜音設計,包裝封口緊密牢固,操作簡(jiǎn)單,保養容易。
功能特點(diǎn):
1.采用高壓風(fēng)式處理熱能,穩定性高,收縮效果好。
2.該機輸送滾軸采用密集式鍍鋅滾軸,外加耐高溫膠套,經(jīng)久耐用。
3.變頻及多層隔熱裝置,保證恒溫可調,節能,環(huán)保。
4.采用微電腦PID溫度控制器調整溫度,PID自動(dòng)演算溫度,溫差極小,控制在±1度。
5.可選配我公司CCP-H CCP-L 型自動(dòng)包裝封切機,包裝更加自動(dòng)化;
6.適合PVC、PE、POF等各類(lèi)薄膜。
- 上一篇:CCP-R1500噴射型熱收縮包裝機
- 下一篇:BM-N01旋轉桌
標簽: 全自動(dòng)熱收縮包裝機
相關(guān)產(chǎn)品
-

18961099766
-

微信二維碼

-

回到頂部
